


How Do Pneumatic Valves Work?
Pneumatic valves are automated valves that use compressed air as the power source to open, close, or regulate the flow of media in a pipeline. In industrial automation, pneumatic valves are widely used for controlling water, air, steam, gas, oil, chemicals, and other compatible fluids. Compared with manual valves, pneumatic valves provide faster operation, remote control, safer automation, and more stable performance in demanding working conditions.
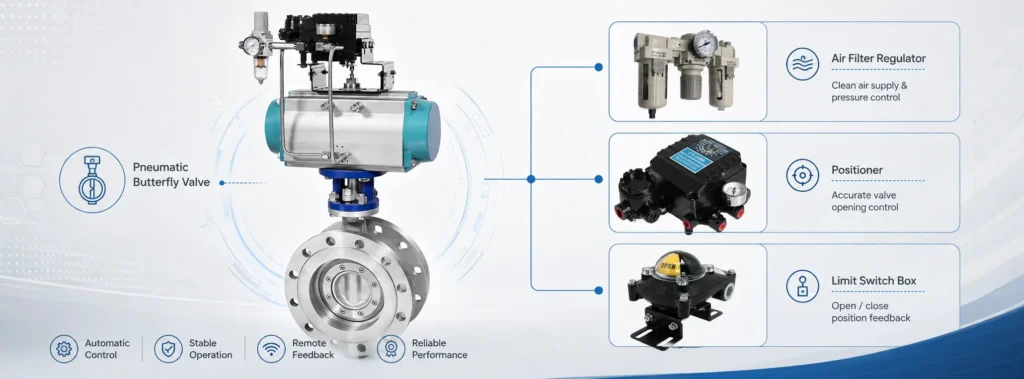
A complete pneumatic valve is not only a valve body. In most industrial systems, pneumatic valves are assembled with pneumatic actuators and accessories such as air filter regulators, pressure reducing valves, solenoid valves, positioners, limit switches, air tubes, fittings, silencers, manual override devices, and mounting brackets. These accessories allow pneumatic valves to receive signals, control air pressure, indicate valve position, regulate opening angle, and operate safely in automated pipelines.
The keyword pneumatic valves usually refers to a broad category of air-actuated valves. Common pneumatic valve types include pneumatic ball valves, pneumatic butterfly valves, pneumatic gate valves, pneumatic globe valves, pneumatic control valves, and pneumatic diaphragm valves. Each type has a different valve structure and application, but the working principle is similar: compressed air drives the actuator, and the actuator moves the valve stem or shaft to control the valve opening.
What Are Pneumatic Valves?
Pneumatic valves are valves operated by compressed air through a pneumatic actuator. The actuator converts air pressure into mechanical motion. This motion may be rotary or linear, depending on the valve design. For example, pneumatic ball valves and pneumatic butterfly valves usually use quarter-turn rotary motion, while pneumatic gate valves and pneumatic globe valves usually require linear motion.
In a typical pneumatic valve system, compressed air enters the actuator through a solenoid valve or air control device. The air pressure pushes pistons, racks, gears, diaphragms, or springs inside the actuator. This movement turns or lifts the valve stem. As a result, the valve opens, closes, or adjusts to a certain position.
The main purpose of pneumatic valves is to automate pipeline control. Instead of manually turning a handwheel or lever, operators can control pneumatic valves from a control room, PLC system, control panel, or remote automation platform. This makes pneumatic valves ideal for production lines, chemical plants, water treatment systems, power plants, oil and gas facilities, HVAC systems, and general industrial pipelines.
How Do Pneumatic Valves Work?
Pneumatic valves work by using compressed air to drive a pneumatic actuator. The actuator is installed on top of the valve body and connected to the valve stem. When the actuator receives air pressure, it generates force or torque. This force moves the internal closing element of the valve, such as a ball, disc, gate, plug, or globe disc.
For a pneumatic ball valve, the actuator rotates the ball 90 degrees. When the hole through the ball aligns with the pipeline, the valve is open. When the ball turns perpendicular to the flow path, the valve is closed. For a pneumatic butterfly valve, the actuator rotates a disc inside the valve body. When the disc is parallel to the flow, the valve is open. When the disc is perpendicular to the flow, the valve is closed.
For linear-motion pneumatic valves, such as pneumatic globe valves or pneumatic gate valves, the actuator moves the stem up and down. This movement raises or lowers the valve disc, plug, or gate. Linear pneumatic valves are often used when the application requires throttling, pressure control, or more accurate flow regulation.
In simple terms, pneumatic valves work by converting compressed air energy into mechanical movement. This movement changes the position of the valve closure element and controls the media flowing through the pipeline.
Main Parts of Pneumatic Valves
A complete pneumatic valve assembly usually includes the valve body, pneumatic actuator, air control accessories, signal feedback devices, and connecting parts. The following table explains the main components of pneumatic valves and their functions.
| Part | Function | Importance in Pneumatic Valves |
|---|---|---|
| Valve Body | Controls the flow of media inside the pipeline. | Determines the valve type, pressure rating, material, connection standard, and application. |
| Pneumatic Actuator | Uses compressed air to open, close, or regulate the valve. | The core driving unit of pneumatic valves. |
| Valve Stem or Shaft | Connects the actuator to the valve closure element. | Transfers actuator movement to the ball, disc, gate, or plug. |
| Solenoid Valve | Controls the air supply to the pneumatic actuator. | Allows electrical control from PLCs, switches, sensors, and control systems. |
| Air Filter Regulator | Filters compressed air and regulates air pressure. | Protects the actuator and ensures stable operation. |
| Positioner | Adjusts valve opening according to control signals. | Used for modulating pneumatic valves and precise flow control. |
| Limit Switch Box | Provides open and closed position feedback. | Helps operators and control systems monitor valve status. |
| Air Tubes and Fittings | Connect compressed air lines between components. | Ensure stable air transmission and leak-free operation. |
| Silencer | Reduces exhaust noise from pneumatic components. | Improves workplace safety and reduces operating noise. |
Common Accessories for Pneumatic Valves
Accessories are very important for the performance of pneumatic valves. A valve body and actuator can open or close the pipeline, but accessories make the system safer, cleaner, more accurate, and easier to control. In many industrial projects, pneumatic valve accessories are selected according to automation requirements, working environment, air quality, and control method.
1. Air Filter Regulator
An air filter regulator is one of the most common accessories for pneumatic valves. It removes dust, water, oil mist, and solid particles from compressed air. At the same time, it regulates the pressure supplied to the actuator. Clean and stable air pressure helps pneumatic valves operate smoothly and prevents actuator damage.
If compressed air contains too much moisture or dirt, the actuator may become slow, unstable, or stuck. Therefore, air filter regulators are strongly recommended for pneumatic valve systems, especially in chemical plants, water treatment plants, and outdoor industrial environments.
2. Pressure Reducing Valve
A pressure reducing valve controls and lowers the compressed air pressure before it enters the actuator or control accessory. Many pneumatic valves require a stable air supply, commonly around 0.4 to 0.7 MPa, depending on the actuator design. Excessive air pressure can damage seals or shorten actuator life, while insufficient pressure may cause the valve to fail to open or close completely.
The pressure reducing valve ensures that pneumatic valves receive the correct operating pressure. This improves reliability, protects components, and supports consistent switching performance.
3. Solenoid Valve
A solenoid valve is used to control the air path to the pneumatic actuator. It receives an electrical signal and switches the compressed air supply. Solenoid valves are essential when pneumatic valves need to be controlled by PLC systems, control cabinets, sensors, timers, or remote operation panels.
Common solenoid valve types include 3/2-way and 5/2-way designs. A 3/2-way solenoid valve is often used with single-acting actuators, while a 5/2-way solenoid valve is commonly used with double-acting pneumatic actuators.
4. Positioner
A positioner is used when pneumatic valves need modulating control rather than simple on-off operation. It receives a control signal, such as 4-20 mA, 0-10 V, or pneumatic signal, and adjusts the valve opening to a required position. Positioners are commonly used with pneumatic control valves, pneumatic butterfly valves, and pneumatic ball valves in flow regulation applications.
For example, if the control system requires the valve to open 45%, the positioner adjusts the air pressure to the actuator until the valve reaches the correct opening angle. This makes pneumatic valves suitable for flow control, pressure control, temperature control, and process automation.
5. Limit Switch Box
A limit switch box provides valve position feedback. It tells the control system whether the pneumatic valve is open, closed, or in another defined position. This accessory is especially important for automated systems because operators need to confirm valve status without checking the valve manually.
Many pneumatic valves are installed in high platforms, underground pipelines, hazardous areas, or remote processing units. A limit switch box allows the control room to monitor valve operation in real time. It can also be connected to indicator lights, alarms, PLC inputs, or safety interlock systems.
6. Air Tubes, Oil Tubes, and Fittings
Air tubes and fittings connect the pneumatic actuator with the solenoid valve, filter regulator, positioner, and air supply system. In many industrial sites, nylon tubes, PU tubes, stainless steel tubes, copper tubes, or reinforced hoses may be used depending on pressure, temperature, corrosion resistance, and installation environment.
Some users may refer to these connecting lines as oil tubes, especially in mixed pneumatic and hydraulic environments. For standard pneumatic valves, the transmission medium is compressed air, so air tubes are more common. Correct tube size and reliable fittings are important because air leakage can reduce actuator torque and cause unstable valve movement.
7. Silencer or Muffler
When pneumatic valves exhaust compressed air, noise may be generated. A silencer or muffler is installed on the exhaust port to reduce noise and protect workers from long-term sound exposure. Silencers also help prevent dust from entering exhaust ports.
In high-frequency automation systems, silencers are very useful because pneumatic valves may open and close many times per hour. However, silencers should be checked regularly because blocked silencers can slow down actuator response.
8. Manual Override and Handwheel
Some pneumatic valves include a manual override or handwheel device. This allows operators to open or close the valve manually during commissioning, maintenance, power failure, or air supply failure. Manual override functions are especially useful in critical pipelines where emergency operation is required.
Types of Pneumatic Valves
The term pneumatic valves covers many valve types. The valve type is usually selected according to the media, flow requirement, pressure rating, temperature, sealing performance, and control purpose. The most common pneumatic valve types include pneumatic ball valves, pneumatic butterfly valves, pneumatic gate valves, pneumatic globe valves, and pneumatic control valves.
| Type of Pneumatic Valve | Movement Type | Main Function | Typical Applications |
|---|---|---|---|
| Pneumatic Ball Valve | 90-degree rotary motion | Fast open and close, tight shut-off | Water, gas, oil, chemical pipelines, automation systems |
| Pneumatic Butterfly Valve | 90-degree rotary motion | Large-flow control, compact shut-off | Water treatment, HVAC, ventilation, low-pressure pipelines |
| Pneumatic Gate Valve | Linear motion | Full open or full close isolation | Large pipelines, water supply, sewage, oil and gas systems |
| Pneumatic Globe Valve | Linear motion | Flow regulation and shut-off | Steam, high-temperature fluids, process control lines |
| Pneumatic Control Valve | Linear or rotary motion | Precise modulating control | Chemical processing, power plants, pressure and temperature control |
| Pneumatic Diaphragm Valve | Linear diaphragm movement | Clean shut-off and corrosion control | Pharmaceutical, food, chemical, and corrosive media systems |
Pneumatic Ball Valves
Pneumatic ball valves are among the most widely used pneumatic valves. They use a ball with a central hole to control flow. When the actuator turns the ball 90 degrees, the valve changes from open to closed or closed to open. Pneumatic ball valves are known for fast switching, compact structure, low leakage, and reliable sealing.
These pneumatic valves are suitable for water, air, gas, oil, and many chemical media. They are often used in automated production lines, water treatment systems, chemical dosing systems, fuel pipelines, and general industrial process systems. Pneumatic ball valves are usually preferred when tight shut-off and fast operation are required.
Pneumatic Butterfly Valves
Pneumatic butterfly valves use a disc installed in the center of the valve body. The pneumatic actuator rotates the disc to open, close, or regulate flow. Compared with ball valves, pneumatic butterfly valves are lighter and more suitable for large-diameter pipelines. They require less installation space and are often more economical for large flow applications.
Pneumatic butterfly valves are widely used in water treatment, HVAC systems, cooling water pipelines, ventilation systems, power plants, and low-pressure industrial pipelines. These pneumatic valves are suitable for applications where compact design, quick action, and large flow capacity are important.
Pneumatic Gate Valves
Pneumatic gate valves use linear motion to lift or lower a gate inside the valve body. They are mainly used for full open or full close service. When fully open, the flow resistance is low, which makes pneumatic gate valves suitable for large pipelines that require minimal pressure drop.
Unlike pneumatic globe valves or control valves, pneumatic gate valves are not ideal for frequent throttling. They are mainly used for isolation in water supply, wastewater, oil and gas, mining, and industrial pipeline systems.
Pneumatic Globe Valves
Pneumatic globe valves are designed for flow regulation and reliable shut-off. They use a linear actuator to move the disc up and down against the valve seat. Because of their internal flow path and disc design, pneumatic globe valves provide better throttling performance than gate valves.
These pneumatic valves are commonly used in steam systems, high-temperature pipelines, boiler systems, chemical plants, and process control applications. When accurate flow adjustment is required, pneumatic globe valves are often a strong choice.
Pneumatic Control Valves
Pneumatic control valves are used for precise process control. They are usually equipped with positioners, signal feedback devices, and control accessories. Unlike simple on-off pneumatic valves, pneumatic control valves can adjust to different opening positions according to process signals.
Pneumatic control valves are used to regulate flow, pressure, temperature, and liquid level. They are common in chemical processing, petroleum refining, power generation, paper production, and industrial automation systems.
Single-Acting and Double-Acting Pneumatic Valves
Pneumatic valves can be equipped with single-acting or double-acting pneumatic actuators. The actuator type determines how the valve opens and closes.
A single-acting pneumatic actuator uses compressed air to move the valve in one direction and a spring to return it in the opposite direction. This design is often used when a fail-safe function is required. For example, if air supply is lost, the spring can automatically close or open the valve depending on the selected configuration.
A double-acting pneumatic actuator uses compressed air to move the valve in both directions. Air pressure opens the valve, and air pressure also closes the valve. Double-acting pneumatic valves usually provide stronger torque, faster response, and stable operation, but they do not automatically return to a safe position unless an external control system is used.
| Actuator Type | Working Principle | Advantages | Common Use |
|---|---|---|---|
| Single-Acting Actuator | Air drives one direction, spring returns the valve. | Fail-safe operation, simple safety logic. | Emergency shut-off valves, safety pipelines, hazardous systems. |
| Double-Acting Actuator | Air drives both opening and closing directions. | Higher torque, stable switching, fast operation. | General automation, frequent switching, large valves. |
How to Select Pneumatic Valves
Selecting the right pneumatic valves requires considering both the valve body and the pneumatic control system. Buyers should first confirm the working medium, pressure, temperature, flow rate, pipeline size, and connection standard. Then they should select the correct valve type and actuator torque.
For on-off control, pneumatic ball valves and pneumatic butterfly valves are common choices. For large-diameter pipelines, pneumatic butterfly valves are usually more economical. For tight sealing and chemical pipelines, pneumatic ball valves are often preferred. For steam and flow regulation, pneumatic globe valves or pneumatic control valves may be more suitable.
Accessory selection is also important. If the system requires remote control, a solenoid valve is necessary. If the system requires position feedback, a limit switch box should be used. If the valve needs proportional regulation, a positioner is required. If the compressed air quality is uncertain, an air filter regulator and pressure reducing valve should be installed.
Advantages of Pneumatic Valves
Pneumatic valves offer many advantages for industrial automation. They provide fast response, reliable operation, simple structure, and easy integration with control systems. Because compressed air is widely available in factories, pneumatic valves are often more cost-effective than many electric or hydraulic valve solutions.
- Fast operation: Pneumatic valves can open and close quickly, making them suitable for automated production.
- Safe power source: Compressed air is suitable for many hazardous or wet environments.
- Remote control: Pneumatic valves can be controlled by PLC systems, control panels, and automatic signals.
- Wide valve options: Pneumatic actuators can be installed on ball valves, butterfly valves, gate valves, globe valves, and control valves.
- Good reliability: With clean air and proper accessories, pneumatic valves can provide long service life.
- Easy maintenance: Accessories such as solenoid valves, limit switches, tubes, and filter regulators can be replaced conveniently.
Common Applications of Pneumatic Valves
Pneumatic valves are used in many industries where automatic pipeline control is required. In water treatment plants, pneumatic butterfly valves and pneumatic ball valves are used to control water flow, chemical dosing, and sludge handling. In chemical plants, pneumatic valves control acids, alkalis, solvents, and process fluids.
In oil and gas systems, pneumatic valves are used for fuel pipelines, gas distribution, storage tanks, and emergency shut-off systems. In food and beverage production, sanitary pneumatic valves help control clean media and production flow. In power plants, pneumatic control valves and pneumatic globe valves regulate steam, condensate, cooling water, and process media.
Pneumatic valves are also common in HVAC systems, paper mills, textile plants, pharmaceutical production, marine systems, mining equipment, and general factory automation.
Maintenance Tips for Pneumatic Valves
Proper maintenance helps pneumatic valves remain reliable and efficient. The most important point is compressed air quality. Air should be clean, dry, and stable. If the air contains moisture, dust, or oil contamination, the actuator, solenoid valve, positioner, and internal seals may fail earlier.
Operators should regularly check air filter regulators, pressure reducing valves, tubing, fittings, silencers, solenoid valves, and limit switch boxes. Air leakage should be repaired quickly because leakage reduces actuator torque and wastes energy. Positioners should be calibrated when valve regulation becomes inaccurate.
For pneumatic ball valves and pneumatic butterfly valves, the actuator mounting bolts and stem connection should also be checked. For pneumatic control valves, calibration, signal feedback, and seat leakage should be inspected regularly. Good maintenance can greatly extend the service life of pneumatic valves.
Conclusion
Pneumatic valves work by using compressed air to drive an actuator, which then opens, closes, or regulates the valve body. A complete pneumatic valve system includes not only the valve and actuator, but also important accessories such as filter regulators, pressure reducing valves, solenoid valves, positioners, limit switches, air tubes, fittings, silencers, and manual override devices.
Different types of pneumatic valves serve different industrial needs. Pneumatic ball valves are ideal for fast shut-off and tight sealing. Pneumatic butterfly valves are suitable for large-flow and large-diameter pipelines. Pneumatic globe valves and pneumatic control valves are better for throttling and precise regulation. By selecting the correct valve type, actuator type, and accessories, users can build safe, efficient, and reliable automated pipeline systems.
FAQ About Pneumatic Valves
1. What are pneumatic valves?
Pneumatic valves are automated valves operated by compressed air. They use pneumatic actuators to open, close, or regulate the flow of media in pipelines.
2. What accessories are commonly used with pneumatic valves?
Common accessories include air filter regulators, pressure reducing valves, solenoid valves, positioners, limit switch boxes, air tubes, fittings, silencers, mounting brackets, and manual override devices.
3. What is the difference between pneumatic ball valves and pneumatic butterfly valves?
Pneumatic ball valves use a rotating ball to control flow and provide tight shut-off. Pneumatic butterfly valves use a rotating disc and are usually lighter, more compact, and more economical for large-diameter pipelines.
4. Why do pneumatic valves need a filter regulator?
A filter regulator cleans the compressed air and controls air pressure. It protects the actuator and accessories from moisture, dust, oil mist, and unstable pressure.
5. What does a positioner do on pneumatic valves?
A positioner controls the valve opening according to a control signal. It is used when pneumatic valves need modulating control instead of simple open-close operation.
6. What is a limit switch box used for?
A limit switch box provides valve position feedback. It tells the control system whether the pneumatic valve is open, closed, or in a specific position.
7. Are pneumatic valves better than electric valves?
Pneumatic valves are usually faster and suitable for many industrial and hazardous environments. Electric valves are often easier to install where compressed air is not available. The better choice depends on the application, control system, environment, and operating requirements.